Abrasive paper—often called sandpaper—is a precisely engineered composite. Below is the full, factory-style process: materials, coating steps, typical parameters, quality controls, and conversion into sheets, discs, and belts.
1) Core Materials
- Backing (paper): Kraft or latex-saturated paper, weights A–F (A/B for finishing, C/D universal, E/F heavy duty). Latex improves tear strength and flexibility.
- Abrasive grains:
- Aluminum oxide (Al₂O₃) – tough, long life, general woodworking/metal.
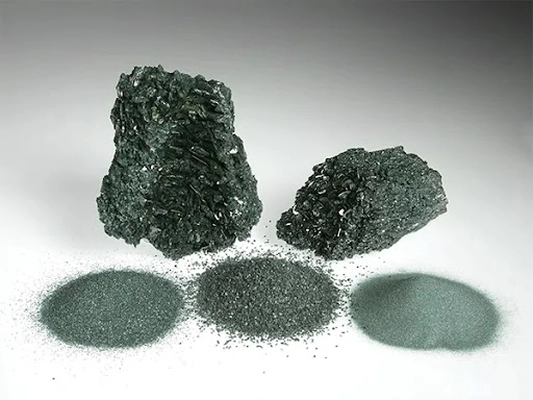
- Silicon carbide (SiC) – sharper, brittle, great for paint/stone/glass and wet sanding.
- Zirconia alumina, ceramic alumina – high-pressure stock removal (usually for cloth backings, but some paper grades exist).
- Binders: Phenolic resins (most common), sometimes urea-formaldehyde in specialty grades.
- Additives: Calcium carbonate/kaolin fillers, stearate (anti-loading), antistatic agents, pigments/prints.
2) Backing Preparation
- Latex saturation: Paper passes through latex baths then dryers to raise wet strength and flex life.
- Backsize/primers: A thin backside coat reduces curl and improves belt splice adhesion.
- Calendering: Roll nip smooths the surface for uniform resin and grain laydown.
- Humidity conditioning: Paper conditioned to ~45–55% RH to control curl during coating.
3) Make Coat (First Resin)
A controlled layer of phenolic resin (“make”) is applied to the paper surface by roll, knife, or curtain coater. It serves as the adhesive bed for the abrasive grains.
- Typical wet add-on: 25–45 g/m² (paper weight dependent).
- Viscosity: 500–2,000 cP; solids 60–75% (phenolic).
- Pre-dry: Partial gel in a drying tunnel to achieve good “tack” before grain drop.
4) Abrasive Grain Application
Grains are applied onto the tacky make coat. Two main methods:
- Electrostatic coating (most common for fine–medium grits): An electric field accelerates grains so they land sharp-end up for higher cut.
- Gravity/pressure drop (coarse grits): Heavier laydown for aggressive stock removal.
After drop, excess grain is vacuumed/recycled to ensure a single layer and correct open coat/closed coat coverage (e.g., 60–75% open for soft, gummy materials).
5) Size Coat (Second Resin)
A second resin layer (“size”) locks grains in place, fills interstices, and tunes stiffness.
- Typical wet add-on: 35–60 g/m² (higher for coarse/closed coat).
- Fillers: CaCO₃/kaolin to stabilize the resin film and heat resistance.
6) Optional Top Coats (Stearate, Fillers)
- Stearate (Zn/Ca stearate): Anti-loading for paint/soft wood/aluminum. Appears as a white top coat.
- Antistatic: Carbon/graphite dispersion to reduce dust attraction (better dust extraction & finish).
- Printed back marks: FEPA “P” grit, lot, brand, application icons.
7) Curing & Drying
Coated webs pass through multi-zone ovens to fully cure resin systems.
- Typical cure profile (phenolic): staged 80–120–150–180 °C zones, total 20–60 min (web & coat weights dependent).
- Goal: achieve bond strength without embrittling the paper; resin degree of cure is monitored by DSC/solvent rub.
8) Finishing: Flexing, Humidity Conditioning
- Flexing/breaking: Mechanical flexers crack the resin bridges slightly to make sheets foldable and reduce initial scratch harshness.
- Post-condition: 45–55% RH rooms to stabilize curl and dimensions.
9) Conversion: Rolls, Sheets, Discs, Belts
- Jumbo rolls slit to standard widths (e.g., 1,450 → 910/610/305 mm).
- Sheets: 9×11", 230×280 mm; stacked, wrapped to keep flat.
- PSA discs: Pressure-sensitive adhesive lamination + die-cut (holes patterns 5/8/15/17 for dust extraction).
- Hook-and-loop discs: Velour laminated before die-cutting.
- Belts: Cut on bias, spliced (lap or butt with tape/film), cured; joints graded per application.
10) Quality Control & Tests
- Grit grading: FEPA “P” sieving/laser (P16–P1200). PSD curves archived per lot.
- Grain coverage & open/closed coat % (image analysis / mass add-on).
- Adhesion: Grain pull-off, tape tests, wet rubs.
- Backing properties: Basis weight, tensile/elongation MD/CD, porosity, curl.
- Cut & life tests: Standard workpieces (pine, oak, cold-rolled steel, paint panels) under fixed load, rpm, and dust extraction.
- Flatness & curl after climate cycling.
Typical Parameters (Quick Reference)
| Item | Typical Range | Notes |
|---|---|---|
| Paper weight | A–F (70–300 g/m²) | Heavier = tougher, less flexible |
| Make coat add-on | 25–45 g/m² (wet) | Depends on grit size/open coat |
| Grain mass add-on | 100–300 g/m² | Higher for coarse/closed coat |
| Size coat add-on | 35–60 g/m² (wet) | Locks grains & tunes stiffness |
| Cure temperature | Up to 180–200 °C | Staged multi-zone tunnels |
| Open coat coverage | 60–75% | For soft/loaded materials |
| Closed coat coverage | 90–95% | For hard materials, fast cut |
FAQ
Why use electrostatic coating? It orients grains sharp-end up for higher initial cut and more uniform scratch patterns versus gravity drop.
What’s the difference between aluminum oxide and silicon carbide paper? Al₂O₃ is tougher/longer-lasting on wood and steel; SiC is sharper and excels on paints, plastics, stone, and for wet sanding.
What does “P120” mean? FEPA “P” grading. P120 has a defined particle size distribution; always match your process to FEPA/ANSI/JIS and keep it consistent.
What causes paper curl? Moisture imbalance, resin shrinkage, or improper conditioning. Controlled RH and backsize coatings minimize curl.
What is stearate? A waxy top coat (Zn/Ca stearate) that reduces loading when sanding paints/aluminum—often called “no-load” or “anti-clog”.
See also: Brown Fused Alumina (BFA) · White Fused Alumina (WFA) · Silicon Carbide Grains